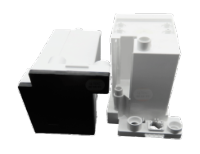
专业的注塑加工厂家
雄厚的技术力量 完善的质量保证
服务热线:13933127787
专业的注塑加工厂家
雄厚的技术力量 完善的质量保证
服务热线:13933127787

电 话:魏春龙:13933127787
邮 箱:136104105@qq.com
地 址:河北省石家庄市藁城区岗上镇小丰村小丰路9号

1.型腔表面的磨损和腐蚀
塑料注塑加工塑料熔体以一定的压力在模腔内流动,凝固的塑件从模具中脱出,都对模具成型表面造成摩擦,引起磨损。造成塑料模具磨损失效的根本原因就是模具与物料间的摩擦。但磨损的具体形式和磨损过程则与许多因素有关,如模具在工作过程中的压力、温度、物料变形速度和润滑状况等。当塑料模具使用的材料与热处理不合理时,塑料模具的型腔表面硬度低,耐磨性差,其表现为:型腔面因磨损及变形引起的尺寸超差;粗糙度值因拉毛而变高,表面质量恶化。尤其是当使用固态物料进入塑模型腔时,它会加剧型腔面的磨损。加之塑料加工时含有氯、氟等成分受热分解出腐蚀性气体HC1、HF,使塑料模具型腔面产生腐蚀磨损,导致失效。如果在磨损的同时又有磨损损伤,使型腔表面的镀层或其他防护层遭到破坏,则将促进腐蚀过程。两种损伤交叉作用,加速了腐蚀一磨损失效。
2.塑性变形失效
专业注塑加工模型腔表面受压、受热可引起塑性变形失效,尤其是当小模具在大吨位设备上工作时,更容易产生超负荷塑性变形。塑料模具所采用的材料强度与韧性不足,变形抗力低;塑性变形失效另一原因,主要是模具型腔表面的硬化层过薄,变形抗力不足或工作温度高于回火温度而发生相变软化,而使模具早期失效。
3.断裂
断裂的主要原因是由于结构、温差而产生的结构应力、热应力或因回火不足,在使用温度下,使残余奥氏体转变成马氏体,引起局部体积膨胀,在模具内部产生的组织应力所致。